Auto Sheet Metal Gauge Flux Core

How To Weld Sheet Metal With Harbor Freight Welder Youtube

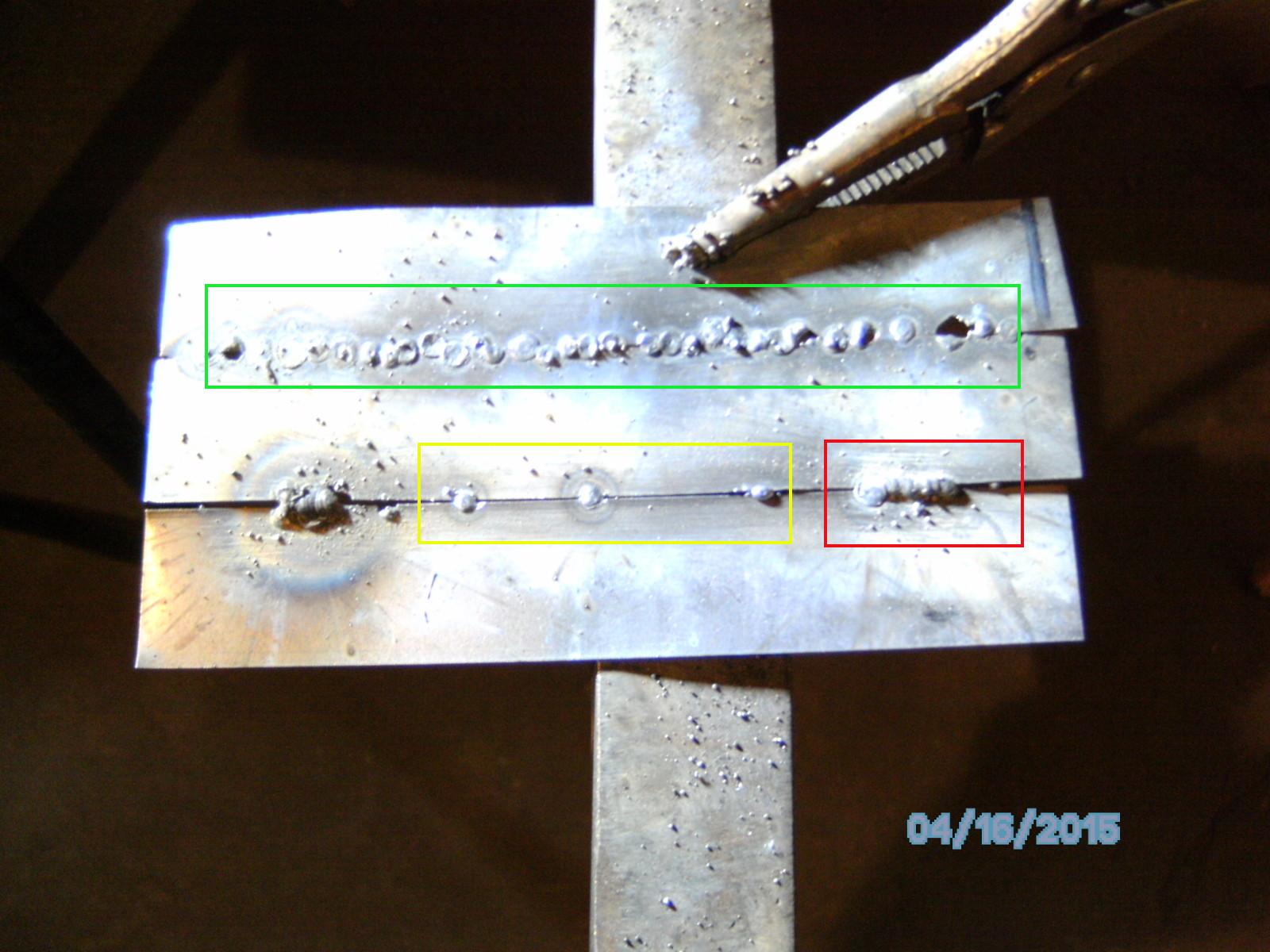
How To Weld Thin Metal With Flux Core Welding Picks
Thesamba Com Gallery Flux Core Sheet Metal Welding 22 Gauge Butt Seam

Repairing A 2 Inch Hole In A Truck Box Part 2 Flux Core Welding Sheet Metal Youtube
Proper Sheet Metal Gauge For Weld Repairs Ford Mustang Forum

Welding Thin Material With Flux Core Youtube

For a weight bearing floor use 14 or 12 gauge steel.
Auto sheet metal gauge flux core.

Tips On Spot Welding Thin Gauge Sheet Metal Flux Core Welder Youtube Welding Table Welding Projects Welding

How To Weld Sheet Metal With Flux Core Welder Welders Cave

Flux Core Welding Sheet Metal Youtube

Can You Flux Core Weld 22 Gauge Steel Youtube

030 Vs 035 Flux Core Wire Which Is Best Flux Core Wire How To Choose

Can A Flux Core Welder Weld 24 Gauge Steel Youtube

Stick Welding Sheet Metal Viewer Request Youtube
How To Weld Sheet Metal Part 1 Of 2 Welding Sheet Metal Basics With Eastwood Youtube

Basic Guide To Flux Cored Arc Welding Welding Table Flux Core Welding Welding

Solid Wire Versus Flux Cored Wire When To Use Them And Why

How To Weld Galvanized Pipe Tips And Tricks Youtube

Rocker Panel And Floor Permanent Rust Repair Without Welding Rust Corrosion Problem Mercedessource Com Welding For Beginners Auto Body Work Repair

Google Search Welding Training Flux Core Welding Welding Tips

Fixing Wire Feed On Harbor Freight Flux Core Welder Youtube

Lincoln Electric 10 Lb Inner Shield 0 045 Flux Core Wire Amazon Com Industrial Scientific

Lincoln Electric 0 035 In 10 Lb Spool Flux Cored Nr211 Mild Steel Welding Wire Lincolnelectric Welding Projects Welding Wire Flux Core Welding

7 Best Flux Core Wires September 2020 Top Pick Reviews

E71t Gs Fluxcored Mig Wire Gasless 10 Lb Spool X 0 030 Amazon Com
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcquiphliyu1r023gunwlbsq23rq9z932fhpwpbknxhfhrouvkzl Usqp Cau

Forney 0 035 Dia E70s 6 Mild Steel Mig Wire 33 Lb Spool 42281 The Home Depot Welding Wire Welding Flux Core Welding

Unibraze Smoothcor 71t Gs Self Shielded Flux Cored Wire 0 030 Inch 2 Lb Ubr71tgs0302 Ubr71tgs0302 Gas And Supply

Welding Projects Welding Welding Tips Welding Projects Diy Welding

Cheap Blue Demon E70c 6m X 045 X 11 Spool Gas Shielded Metal Core Welding Wire Deals Week Welding Wire Flux Core Welding Blue Demon

Sheet Metal Gauge Size Chart Sheet Metal Fabrication Sheet Metal Gauge Metal Gauge
Source : pinterest.com
